Architektonické modely byly, jsou a budou běžnou součástí tvůrčího procesu navrhování i finálních prezentací. Jsou prvním fyzickým zhmotněním budoucí stavby a často se v nich odhalí slabá místa, nebo dokonce nepřesnosti. Snad žádný návrh se dnes neobejde bez virtuálního modelu, který slouží jak pro tvorbu vizualizací, tak pro koordinaci plošných výkresů.
Foto: eArch Tento model, pokud je dělán pečlivě, lze také po úpravách využít pro trojrozměrný tisk. Technika „rapid prototyping“ (zkráceně „RP), která původně vznikla pro potřeby průmyslového designu, se dnes s úspěchem používá například při výrobě prototypů automobilových dílů, hotových šperků nebo unikátních součástek z drahých kovů. Termín „prototyping“ je sice v architektuře zavádějící, protože se tato metoda používá pouze pro výrobu modelů a nikoli prototypů, ale jde o běžně užívané označení trojrozměrného tisku.
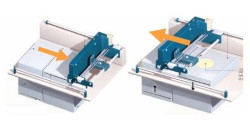
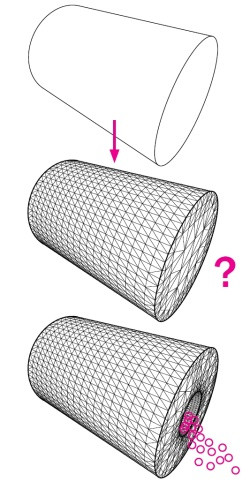
Foto: eArch Všechny techniky RP jsou založeny na podobném principu; počítačový model je nejprve virtuálně rozřezán na velmi tenké vrstvy, které budou postupně nanášeny jedna na druhou. Jednotlivé technologie jsou podobné a liší se pouze použitým materiálem a způsobem jeho tmelení. Některé technologie vyžadují stavbu podpůrné konstrukce, ale hlavní otázkou zůstávají rozměry, tolerance a cena.
Foto: eArch Rozdíly mezi jednotlivými technologiemi jsou pro přípravu modelů zanedbatelné, a tak se pro zjednodušení bude článek zabývat pouze technologií firmy Z corporation, která je založena na tmelení vrstev prášku tekutým pojivem, které je nanášeno na vrstvy prášku běžnou tiskovou hlavou. Pro standardní modely se používá prášek na bázi sádry, lze ovšem pracovat i s jiným materiálem, jako je například celulóza, plast nebo guma.
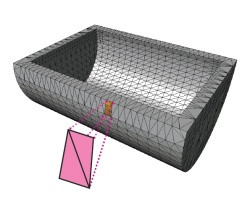
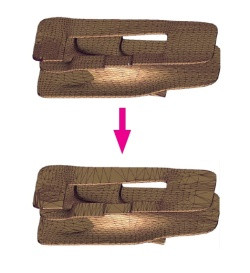
Foto: eArch Každý model je po tisku potřeba napustit pryskyřicí nebo jiným pojivem. Mechanické vlastnosti modelu záleží ve velké míře na použitém pojivu, a lze proto dosáhnout různých výsledků i se stejným práškem. Technologie Z corp nevyžaduje stavbu podpor a nevyužitý prášek se recykluje pro další modely. Na obrázku je vidět pouze nahrubo očištěný model se zbytkem sádrového prášku. Tento materiál je před napuštěním mnohem křehčí než plast, ale u většiny architektonických modelů je tato nevýhoda zanedbatelná.
Následující text přináší podrobný návod, jak připravit virtuální model pro úspěšný trojrozměrný tisk. Kromě pečlivosti a přesnosti, které jsou naprosto klíčové, bude dobré uvést na úvod několik obecných rad:
Foto: eArch 1) Zjistěte si předem prostorová omezení konkrétní tiskárny. Mohou se lišit i o několik desítek centimetrů. Maximální pracovní prostor tiskárna Z510, kterou má k dispozici katedra Molab na Fakultě architektury ČVUT, je 250 x 350 x 200 milimetrů. Větší modely lze ale samozřejmě rozdělit na více částí.
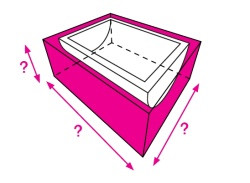
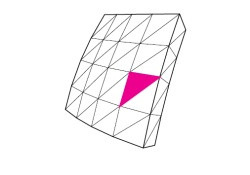
Foto: eArch 2) Vždy si představujte model rozřezaný na rovnoběžné plochy. Křivky, které takto vzniknou, musí být vždy uzavřené a měly by jasně vymezovat, která část plochy bude potištěna lepidlem a která část plochy zůstane čistá (nespojený prášek slouží jako podpora).
Foto: eArch 3) Upravujte model blízko počátku (0, 0, 0). Při vzdálenostech několika miliónů jednotek vznikají nepřesnosti.
Foto: eArch 4) Upravujte virtuální model v měřítku 1:1. Vyhnete se tak nepříjemným překvapením a předejdete zbytečně malým detailům, které by se stejně nevytiskly. I když je totiž rozlišení tiskárny relativně velké a tiskne s přesností na desetiny milimetru, příliš tenké stěny (menší než 1 až 2 milimetry) při čištění a manipulaci většinou popraskají.
Foto: eArch 5) Začněte první RP pokusy s malými vzorky za pár desítek korun. To se ostatně vyplatí i při jakýchkoli pochybnostech např. o tloušťkách stěny nebo o kvalitě detailu.
Čistý 3D model
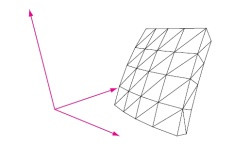
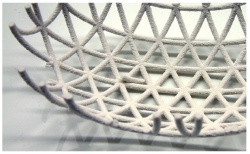
Foto: eArch 6) Všechny 3D tiskárny načítají data z modelů ve formátu STL (STereoLitography nebo Standard Triangulation Language). Tento formát reprezentuje velmi jednoduchý zápis trojrozměrných objektů složených z jednotlivých trojúhelníkových plošek. Každá ploška je definována normálou a třemi vrcholy. Normála je vektor (orientovaná úsečka), který určuje rub a líc dané plochy. Pro 3D tisk je nezbytné, aby byly všechny normály správně nastaveny směrem ven z daného objektu.
Foto: eArch 7) Program Rhinoceros pracuje (na rozdíl od AutoCadu, Microstationu, Archicadu nebo TopSolidu) pouze s povrchy. Nastavení normál si tak v Rhinu můžeme ověřit nastavením jedné barvy rubu (např. oranžové) ve View/Display options/Backface Settings/Single backface color. Naštěstí je formát STL je stejně pouze trojúhelníková síť, jejíž hustotu a kvalitu definujete při exportu do STL (viz bod 13)). Tato síť (obalová plocha) musí být uzavřená; respektive rovinné řezy, na které je tištěný objekt rozložen, musí být uzavřené tak, aby byla plná plocha jasně vymezena od prázdné. I přes to, že pracuje pouze s povrchy, má Rhino celou řadu výhod, které z něho dělají jednu z nejužívanějších aplikací právě v oblasti CAD/CAM a Rapid Prototypingu, a proto z něj bude vycházet i tento návod.
8) Cena modelu je odvozena od objemu použitého prášku (tedy od objemu všech stěn modelu). Proto je dobré větší uzavřené objemy modelovat jako duté. Minimální tloušťka skořepiny by neměla být menší než 1 až 2 milimetry. Nesmíme také zapomenout na otvor, kterým bude možné po skončení tisku nepoužitý prášek vysypat. Otvor(y) by měl umožnit i napouštění modelu štětcem, pokud nemáme možnost napustit model v lázni.
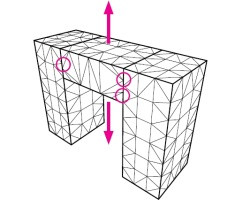
Foto: eArch 9) Zcela uzavřený model by neměl mít žádné volné hrany. To znamená, že je každá hrana sdílena právě dvěma ploškami. U čistého modelu by se také jednotlivé plošky neměly překrývat. Vznikají tak nejasnosti, jaká část je uvnitř a jaká vně modelovaného tělesa. Pokud se plošky pouze dotýkají, aniž by byla tělesa spojená, objemy se po vytištění jednoduše rozdělí a celý model se rozpadne.
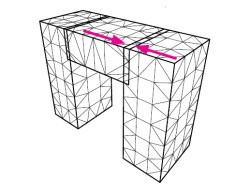
Foto: eArch 10) Jednotlivá tělesa je proto lepší do sebe pro jistotu „zanořit“ posunutím jednoho objemu do druhétu a vytvořením průniku těles. Tento trik se často využívá při práci s komplikovanými tvary, které jsou jsou samy o sobě uzavřené, ale jejichž spojení do jednoho tělesa je tak výpočetně náročné, že ho Rhino (ani asi jiný běžný 3D modelář) nezvládne.
Foto: eArch 11) Pokud chceme objekty doopravdy spojit, nestačí tedy příkaz Rhina „group“, ani „block“, ani „join“ (v některých případech), ale je potřeba použít příkaz „BooleanUnion“ nebo „MeshBooleanUnion“.
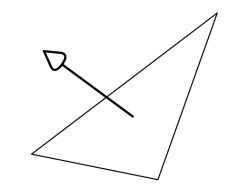
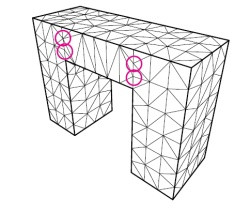
Foto: eArch 12) Posledním doporučením je vyvarovat se příliš špičatých plošek kvůli možným nepřesnostem. Maximální poměr nejkratší a nejdelší strany by neměl přesáhnout 1:20.
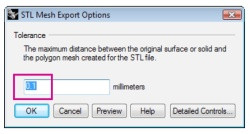
Foto: eArch 13) Pokud budete dodržovat předcházející doporučení, neměl by být s exportem modelu do formátu STL problém. Nezapomeňme při exportu (Rhino/File/Export selected …) na správné měřítko 1:1. Nejprve se vás Rhino zeptá na požadovanou toleranci – odchylku od původního hladkého povrchu, který bude rozdělen na trojúhelníkovou síť. Největší přípustná odchylka tak určuje míru vyhlazení vytištěného modelu. Výchozí hodnota 0,1 mm je pro většinu případů naprosto dostatečná.
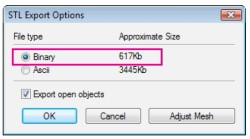
Foto: eArch 14) Po nastavení tolerance vás Rhino vyzve k výběru formátu dat v souboru STL; volte raději Binary, protože Ascii soubory bývají zbytečně veliké.
Úpravy STL modelu
Foto: eArch 15) Data v souboru STL si můžeme v Rhinu také otevřít. Pokud se v modelu vyskytnou chyby (ty zjistíme příkazem CheckMesh), lze je opravit podle následujícího návodu, který je součástí standardní nápovědy Rhina.
1) Naimportujme STL soubor s chybnými sítěmi (mesh)
2) Vyplňte ručně chybějící plošky sítí (pokud zde tápeme, doporučuji Rhino / Help Topics / Mesh Editing)
3) Svařme sít s nastaveným úhlem 180°, abychom měli jistotu, že se všechny vrcholy spojí
4) Sjednoťme všechny normály sítě (definuje rub a líc plochy)
5) Zapněte jednotnou barvu rubu ve View / Display options / Backface Settings / Single backface color, abyste viděli, zda normály míří správným směrem
6) Změnit normály lze příkazem Flip
7) Exportujte zpátky do STL
Foto: eArch 16) Stávají se samozřejmě i situace, kdy by podobná (pečlivá ruční) úprava zabrala příliš času nebo je prostě nemožná. Pro profesionální úpravu STL modelů existuje řada programů (např. Magics RP), jejichž výkonné algoritmy dovolují správně zpracovat i chybnou síť. Tento software ovšem není zadarmo, a vyplatí se proto v první řadě vytvářet čisté modely.
Foto: eArch 17) Pokud je potřeba, lze na jednotlivé vrcholy „natáhnout“ barevnou mapu, a využít tak speciální funkce technologie Z Corporation, která dokáže tisknout barevně i v hloubce materiálu. Kvalita barev není zatím příliš dobrá, ale výborně doplňuje například prostorové analýzy napětí nebo deformací prvků.
Tisk
Foto: eArch 18) Standardně je model rozřezán na vrstvy o tloušťce 0,1 milimetrů, ale lze volit i jiná (například hrubší, ale rychlejší) rozlišení. Technologie Z-corp nevyžaduje stavbu podpor, a proto je nebude program, který stroj ovládá, ani zahrnovat do výpočtu trajektorií tiskové hlavy. Průměrná rychlost tisku se pohybuje mezi 25 až 50 milimetry výšky za hodinu.
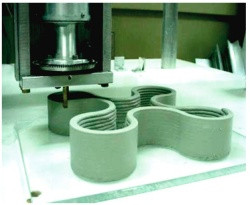
Foto: eArch 19) Po skončení tisku je odsán přebytečný sádrový prášek a model je očištěn. Je dobré si uvědomit, že v této fázi je model velmi křehký a že s ním obsluha tiskárny potřebuje manipulovat. Proto se například doporučuje tisknout subtilní tvary na pomocné (vymodelované) desce. Vždy lze samozřejmě přidat i jinou podpůrnou konstrukci, kterou po skončení tisku odstraníme.
Foto: eArch 20) Očištěný model je připraven na napouštění epoxidovou pryskyřicí. To lze buď provést ručně štětcem, nebo využít napouštěcí lázně nebo spreje. Napuštěný model necháme před další manipulací zaschnout nejlépe do druhého dne. Výsledný materiál lze samozřejmě následně brousit, lakovat, lepit i jinak upravovat.
Závěr
Foto: eArch Tento návod ukázal ve dvaceti krocích základní postup, jak úspěšně připravit a vytisknout počítačový 3D model. Příprava modelu na trojrozměrný tisk vyžaduje čistotu, přesnost a základní znalosti o výrobních postupech stejně jako kresba stavebních výkresů. Určitě to ale s tímto návodem a s trochou trpělivosti zvládne každý průměrně zdatný modelář.
Metoda Rapid Prototypingu se velmi rychle vyvíjí a vedle laserového řezáku a počítačem ovládané frézky se stávají běžnou součástí všech větších (zahraničních) architektonických kanceláří. S tímto vývojem, se zvětšující se kapacitou počítačem řízených strojů a se snižující se cenou za jejich práci se objevují také první pokusy využít metody RP v reálném stavebním měřítku. Možná tak za pár let budeme místo prováděcích výkresů připravovat prováděcí virtuální modely
Jaroslav Hulín je architekt, designér a specialista na geometrii a programování v architektuře. Studoval v Praze a v Delftu. Po stáži u Renza Piana v Janově se učil pod vedením Cecila Balmonda v Arup Advanced Geometry Unit a nakonec ve studiu Thomase Heatherwicka, kde pracoval na britském pavilonu pro Světovou výstavu v Šanghaji. V současnosti věnuje vlastní tvorbě, konzultační činnosti a doktorskému studiu na FA ČVUT. Je spoluzakladatelem projektu Digitální architekt a skupiny Echorost.